| |
|
|
| ����ƻ� -> �Ƽ�֪ʶ -> ��ο����й����Ժ��ͼ���ǽ�����Ϊר���� -> �����Ķ� |
|
|
[�Ƽ�֪ʶ]��ο����й����Ժ��ͼ���ǽ�����Ϊר���� |
| [�ղر���] �����ر��ġ� |
|
[ͼƬ] [ͼƬ] [ͼƬ] |

|
|
|
|
���������ε��ǣ���Ⱥ�˰���˵Ӧ���������������ߵ�һ���ˡ���������ӡ�����˵ʲô�ء� |

|
|
|

|
|
|
|
��˹��ǧ��Ҫ��Դ���� ���Dz����뵽��Щ�˵ĵ������ж�͡� �����ҿ�Դ���������Ǿ�ռΪ���С� |
|
������˹����Դר�������ڱ����Ǻ����κ�����Ŀ�Դ������Ϊ����Դ�����������ϵ������ġ� ���ڿ�xҲ�ǣ���20�����ֿɻ��ռ����ͱ�ɹ��ڷ������ˡ� |
|
���̵����ϣ��ȷ��Ƴɹ��Ϳ��Է�������ʷ�顪�������Ǹ��ǽ�ͬʱ�ġ� �Dz�˹˵����Good artists copy, Great artists steal�� �õ����쳭Ϯ���߶��������ԡ� ���ڳ�Ϯ�������������� ������ɡ���ңң���ȡ� |
|
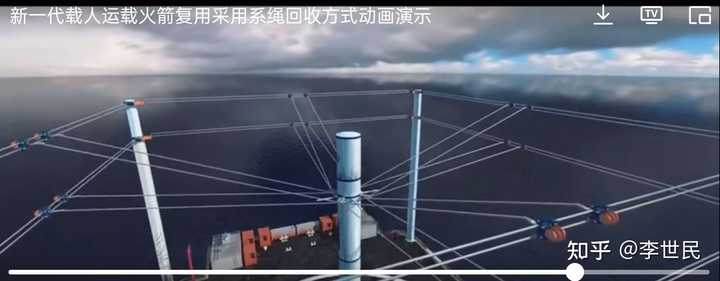
��һ��ȫ�ߴ縴���۵�ר�������¶�����ȥ������ר���Ѱ��� |

|
|
|
|
|
|
|
����û�������ô�� |

|
|
|

|
|
|
|
|
|
|
|
|

|
|
|
|
���Ӻ����ˣ����⺫���ˣ���Ϊ������ Ӧ���Ҫ�� ��Ҫ��Խ������ |
|
�Ժ��й����Ժ�Dz��ǿ��Է�Ժ�ظ�SPaceX�ַ�ר��Ȩ����߶��⳥�� |
|
����ķ��ˣ����ʮ�����ң���ô���ڵ��������������ǵõ����й������ϵ������ˣ���������Ϊ���˸��������������� �е�ɽկ���������Ϊ���˺������Լ��Ͳ���ɽկ�� |
|
�����Ժ ǰ������ Ժ�ܹ��ڲ���������ij��Ľ������ǣ� ��������ҲҪ��������ר��������Ժ�ﶼ�ǹ����ġ��ҽ�����һ���취��ȥ������Щר��ƽ̨�Ҽ�����صģ������������һ�£�һ�����Եġ������и����µIJ�ʿ������ô����������.���� |
|
�����������ᣬʲô��͵ |
|
����Ƥ������ңң���ȡ� |
|
�����ﻹ���Ƕ�����⣬ר�����ѡ� ���������˵������ǣ������Ķ�����ijЩ������ר��������������Ȩ�� Ҫ���ǹ���ר���겻�����������Ҹ�ԭ����Ȩ�� |
|
�й�2030��֮ǰ���˵���������ٶ���������غɴ����� ����yf90�ij���DY������yf130�ij�ʮ������yf215�ij��š� ֻ��һ��һ���ɻ��ջ������:-(��������²³���Ҫ�ǽ����漶�����ר�������û��� ��������������ʹ�ð����岻��֣�������Ҳ�dz����֡� ���渴�Ʋ����ָ���Ҷ��һ�ţ������ٲ��ˣ���С���� �� |

|
|
|
|
|
|

|
|
�Ҳ�ͬ�� |
|
|
|

|
|
�Ҳ�ͬ�� |

|
|
���㡣 ����������9��YF-90��220t����ȼѭ������������������������ 1.4����� ASPT-�������С�� ��ע ժҪ ��������220t����ѹ��ȼѭ�������������������ĺ��IJ������似���������ȴ��漰�ؼ������࣬�����Ѷȴ�ͨ����չ����Աȷ�����ȫ�����ֵ�����Ż���������������֤ȷ���˴�������ȼѭ�����������������ҵ���Ҫ��Ʒ���:��ע�������ĵ���ǻ������ǻ���У�ȼ��Ч�ʸߴ�99.7%���������ñ����ͻ�ϱȣ���Ĥ��ȴ��������ȴ������ȷ�����ʽ����ƺ������������Ϊ732K������϶β���ϳ���ڱ��������ɢǥ����������ȴ����������¶β��ø߳�������Ĥ/������ȴ������ͨ���ؼ��������س���ͻ���˸�Ч��ȼ��ע�����������������ȶ�ȼ�ա������������ȷ�������Ч��������͡���ߴ��Ч������ȴ��ܡ���ߴ絥����Ĥ/������ȴ��ܵ�����ؼ��Ӽ�������Ҫ�ļ���ָ���ܹ�������Ƶ�Ҫ��Ϊ�����������Ƶ춨�˼�ʵ�ļ��������� ���� �����췢չ���������С���Ϊȫ�������ҹ������ռ䡢���ÿռ����������չ�������ػ�����������������ڱ��С���ѹ��ȼѭ���������������д��������߱ȳ��ϵ���ŵ㣬��δ�����˵��º����̽���������ػ�����漶����ѡ��������������Ϊ220t��ѹ��ȼ�����������ĺ��IJ���������ʵ������ת������������Ϊ��������ձȳ�ָ��Ҫ��������ȼ��Ч����ﵽ99.5%���ϣ���һָ���Ѿ��ﵽ�˹��������������������ˮƽ��ͬʱ���������ij�ʹ�����������������220t��ȼѭ��������������������ѹ���������ɱ����ӣ���Ϊ���⡢Һ������ȼ�����ɽ�����֯ȼ�շ�ʽ����������߶�����Ч��֯�ƽ��������������Ȼ�ϡ�ȼ���Ҹ�Чȼ�ա�������Ƽ��ȶ�ȼ�յȶ���ø������ѡ�220t���������������˲�ȼѭ��ϵͳ�����������ҷ�����ȴ���������������ȷ����Ѷȴ�����ӡ� Ϊ�˴ﵽ�ߵıȳ�����ָ��Ҫh��220t��������������������ȴﵽ100����ܳ��ȴ�3.5m���������ϳߴ�����������������ܡ������������ͺŵ���ƾ��飬��������������ȴ����Ĥ��ȴ�ķֶ�ʽ�ṹ���Դ�����ͽṹ����������Ҫ�ڹ���������о���δﵽ�ȷ����ͽṹ���������Ż��� 220t��ѹ��ȼѭ�����������������Ҷ��������ѹ�ߴ�18MPa����Ҫ���˿�չ�����ҽṹ�Ż���ƣ�������ṹǿ�ȴ����ߵ������⣬Ϊ���㷢������ϱȵ��ڷ�Χ��5%���������ڷ�Χ60%~100%��Ҫ���������ڼ���ϱȺ���ѹ���ȶ��ɿ������ļ����Ѷ�Ҳ��Ӧ������ӡ�ͨ���Ը�ѹ��������ȼ�����ҹ����⼼����չ��������ۺϷ������ó����½��ۣ�����������1��ʾ�� 1����ע���������ĵ���ǻ�ṹ����ͨ����ǻ�ڿ������࣬����������ȴ������ȼ��ǻ���ϵķ������Ա���������������ܵ�ȼ�������ȳ�����Ӷ���ֹ���������ƣ�͵ķ����� 2����ע���ձ����ͬ��ֱ��ʽ���졢ͬ��Բ���еĽṹ����ѹ��ȼѭ�������������ҵ���/����ȼ���¶Ⱦ��ϸߣ�������ȼ�ղ��ȶ����⡣ 3����ȼ����һ�����������ȴ������ͨ���ڱڲ���ͭ�Ͻ�ϳ���ڱڡ����Ϊ����������ɢǥ�����ȵȾ�ѹ��ڣ����Եͻ�ϱȱ�����Ĥ��ȴ������Ϳ��ȡ� 4��������������һ����������ߡ��ض���������ͣ������ȴ������Ҫ��������ȴ���ŷ���ȴ���ַ�������ȼѭ��һ�����������ȴ������ 5�����������ܶ������ڲ������˳�������Ĥ��ȴ�Ľ���������ܷ����� ��������й������ѹ�����������ң�220t��ȼѭ�����������������Ҽ���ָ��������ߣ��������������516.3kg/s��ԼΪRD-0120��1.2����ԼΪSSME��1.1�����ǵ�����������������һ�����������ҡ������ѹ18.3MPa���Ե���RD-0120��SSME��220t��ȼѭ��������������Ϊ���Ͳ�ȼ��������Ψһһ�����漶����������������ȡΪ100��ԼΪRD-0120��1.2����ԼΪSSME��1.4������������Ѷȴ�������ӡ�220t��ȼѭ������������������������������ȷ����ʵ���˿�Խʽ������ ������������ 220t���������������һ���������������:��������Ҫ��ͷ��������������϶κ�����¶���ɣ�ͷ�������������Ӳ��õ��������ӽṹ������������϶Ρ�����϶�������¶ε����Ӿ�Ϊ�����ṹ��������ͷ�������ĵ���ǻƽ��ʽ�ṹ������ͬ��Բ���еĴ�����ͬ��ֱ��ʽ���죬������ר�ŵ�ȼ���ȶ�װ�ã����ýϸߵ�����ѹ������Ӧ������������ �������������ñ��߿����߸߹��۽ṹ��������ȴ������ͬʱ���Զ�����ͱ����ͻ�ϱ����졢��Ĥ��ȴ�����ȷ�����ȼ��������ڲ��ô�ͭ�ڱڣ���������ڽṹ������������Rao�����棬�������ΰ뾶ȡ0.4�������뾶������ȡ80%����ܡ���ܲ������¶ηֶ�ʽ�ṹ���϶β���������ȴ���¶β�����Ĥ��ȴ�������ҵ����û�����ʽ���÷�����ȡ�˹�����������������ҵ����ƾ��飬�����ҹ�Ŀǰ����ơ�����ˮƽ���߱�һ�����Ƚ��ԡ�ͨ����عؼ��������أ����Ʒ��տɿأ��ܹ�����ϵͳ�����Ҫ�� �ؼ��������;��������о���֤ ��1����Ч�乤���ĵ���ǻ��ע������ Ϊͻ�Ƹ�Ч�乤����ȼ��������������ע���������������ʵ����һ�ִ�����Һ��/ȼ��/��������Ԫ�ĵ���ǻ��ע������ͼ1��ʾ�� ͨ������Ԫ����������ƣ�ʵ���˸�Ч�ȶ�ȼ�գ������SSME��LE-7A������ǻ���Ϸ�����γ��ֵĸ���ȼ��������������ƣ�Ͷ������⡣������ȼ��ǻ�������������դ��ͼ2��a����ʾ������������ǻ�����Ͷ�����ɣ�Ϊ����ڣ������������Ϊ���ȿڲ����õ���Ƭ����������ǻ�ɶ���һ����ɣ�Ϊ����ڣ��⼯�����˿�Ϊ���ȿڲ����õ���Ƭ������������: 1��ͨ���Ż�����դ�Ͽ��������ֲ���ȷ������դѹ����ʧ������Ʋ���Ҫ����ͼ2��b����ʾ�� 2��ͨ���Ż���ǻ������������������б�Ƕȵȣ�ʹ��ǻ��ѹ��ʧ��������Ʋ���Ҫ�����ڣ���ͼ2��c����ʾ�� 3��ͨ���Ż���ǻ����Ƭ�ṹ��ʹ��ѹ��ʧ��������Ʋ���Ҫ�����ڣ���ͼ2��d����ʾ�� 4����ע��ȼ�����졢������������������������������Ծ������ڡ�4.5%���ڣ����Ա�֤�ƽ����Ͼ��ȵĻ�ϡ� ��2���������������ȶ�ȼ�ռ��� �������о�֤�����ϸߵ�ȼ���¶ȡ�����ѹ������ע�ٶȱȿ�����Ч��֤�����ƽ����ȶ�ȼ�ա�220t��ȼ������������ȼ��Ϊ���¸���ȼ����������������ǰ�¶�ԶԶ�������ȶ��߽��¶ȣ�195K����������ѡ���˽ϸߵ�������ѹ����ȷ������������60%~100%��Χ�ڣ��ܱ�֤������ȼ���ȶ����������������ע�ٶȱ�ѡ����RD-0120����ע�ٶȱ��൱�����գ�ͨ�������������ṹ��ʵ��������ȼ������ѧ��Ƶ�� ͨ������������֪����ͼ3��ʾ����ѡ���������ѧƵ��Ϊ6345~6554Hz������������Ƶ����ȼ���Ҹ����ʹ���������Ч������ע��ϲ��ȶ�ȼ�ա� ��3�������������ȷ������� Ϊͻ�ƴ����������ȷ����������ڹ����������������������״γɹ�ʵ����һ�ֱ����ͻ�ϱȣ���Ĥ��ȴ��������ȴ������ȷ�����������ͨ�����ٵ�������ɢǥ�����ֹ���ʵ����������ڵĿ��ٳ��ͣ���ͼ4��ʾ�� Ϊ��һ�����������������ȴ�ɿ��ԣ���Ӱ����ȴͨ������ȴ�������ֲ������ԵĽ����ڼ����������˽ṹ�Ż���ƣ�ȷ���˽����ڼ���������ǻ���ξ�ѹ����Ʒ�������������ͼ5��ʾ���������: 1�������������ڶ������ȼ����߱���������ϱȣ�����1����108.5%����������2����60%����������3������ȴ���������������ƫ���С�ڡ�5%�� 2���ڱ����������Լ732K���������ʹ��Ҫ�� 4��Ч��������ͼ��� ���ö�ά������㷽���Աȷ��������������棨TOP�����ض�����������棨TIC����RA0���������������3�����棬�ۺϿ���������ܡ������������ԡ������ȣ�����������ͺ���ƾ��飬����ȷ����220t��ȼ����������������Ӧ�ýϳ����RAOʽ���͡�Ϊ�о����������ܸ�����������ܵ�Ӱ�죬�ֱ�Ը��������ǰ����ܱȳ����ܽ����˶�ά����������㣨��ͼ6�����������:�ٸ������������ܵıȳ������ķ�ֵ��С������Լ0.1%�������Բ����Ƕ�������и�����������ڷ������������Ч��Ϊ97.52%����ֵ��ȷ�Դ������о���������֤�����������������Ҫ�� ��5����ߴ��Ч������ȴ��ܼ��� Ϊͻ�ƴ�ߴ��Ч������ȴ��ܼ���������϶β���ϳ��ʽ������ȴ�������״ν���ɢǥ������Ӧ�������������������������ӣ���ȴͨ���ṹ���õ��߿������߸ߵ���ʽ��Ϊ����߸���ȴͨ�����������ԣ��������������Ľṹ�����������˿ڼ����������о�����Ⱦ�����ʩ����ͼ7��ʾ�� ����������: 1����ͨ�����������ԽϺã�����ʹ��Ҫ����ͼ8��ʾ�� 2����ע�����ñ����ͻ�ϱȷ����Ⱦ�һ��ϱȷ�����ͷ���¶ȼ�С��140K������Ч�����ͷ���¶ȹ��ߴ����Ľṹǿ�����⡣ ��6����ߴ絥����Ĥ��ȴ��ܼ��� Ϊͻ�ƴ�ߴ絥����Ĥ��ȴ��ܼ������״�����˳�������Ĥ��ȴ�ṹ�������������ȴЧ������Ĥ�����Ժͽṹ�����ԵĶ��Ҫ���ڴ������������һ��360�����ӷ���С��ܣ�����������ȴ����϶εIJ����������г�������Ĥ��ȴ��ͬʱ�����������Ҳͨ������ɢ�ȣ���һ�����ͱ��¡�����������: 1������¶����������Ϊ1400K����ͼ9��ʾ���������GH3230���ڹ����������¶ȡ� 2��������С��ܳ�������ƫ���ڡ�3%���ڣ��ü������ṹ����������ʹ��Ҫ�� �ؼ����������������о�����֤ ����������������ͷ����������������������϶κ���������¶�4������ɣ�������֮����÷�����˫ͷ�������ӣ�ʯīȦ�ܷ⣬������ṹ��ͼ10��a����ʾ�� ����ͷ������ȼ��ǻ����ǻ����ǻ������Ȧ24��ͬ��ֱ��ʽ������ɣ�����ͷ�����ò��ϼ�������ȫ������һ�¡�Ϊ�˿���ȫ�ߴ������ĵͻ�ϱȱ�������Ĥ��ȴ�����Ŀɿ��Լ��о��ͱ�����ϱ����켰��Ĥ��ȴ���������ȵ�Ӱ����ɣ���������ͨ�����۽ṹ�ľ�����ƣ�ʹȼ���Ҽ����������ڱ��������������������پ���ֲ���ȫ�ߴ����һ�¡� ��������϶������ȫ�ߴ������ͬ�IJ�����ڱڡ������ɢǥ���ṹ����ȴ����ͬ��������˳��������Ϊ������ȴ��������ģ��ȫ�ߴ���ܷ�������ȴ����������������������ڵ����⣬��ȴͨ���߿���ȫ�ߴ籣��һ�¡���������¶���ȫ�ߴ������ͬ����Ĥ��ȴ���ڽṹ����Ĥ��ȴ�ṹҲ�����������ɢ�������ڱ�����Բ�ܷ�����Ӽ�ʮ�����߶�����С��ܵĽṹ��ʽ�� ���������ҹ�������6�����Գ����о��˲�ͬ����������������ȼ�����ԡ��������ԡ��ȷ������ܵȵ�Ӱ�졣��ϱȡ�����ѹ��ռ�ȵȲ�����������ȫ�ߴ�60%~100%������δ����Ϩ����ʴ��Ƶȼ�ղ��ȶ����ϡ������ػ�����������ȫ�̻���ƽ�ȣ����ͻ�����ͼ10��b����ʾ�� �Ժ����������塢����������϶κ�����¶Σ�������ʴ�ͽṹ�ƻ����������ṹ�ȷ������ܺ����칤�յõ��������ˣ���ͼ11��ʾ�� ��1����Ч�乤����ȼȼ�ռ����о���֤ ͨ��6���������Գ����ɹ��ؿ�����220t��ȼѭ��������������������������ע����Ʒ�����ȼ�ո�Ч�ȶ����ṹ��ȫ�ɿ�����ѡ��Ʒ�����ȼ��Ч�ʴﵽ99.7%���ϡ�����������ƾ��飬��ȫ�ߴ��������У�ȼ������ѹ��������ѹ���������¶ȵȽ���һ����ߣ��⽫�����ڱ�֤����Ч��ȼ�ա�������ע��60%�����µ�ȼ��Ч���Ըߴ�99.6%����ȼ�չ����ȶ���û�г���ȼ�ղ��ȶ�������� ��2���������������ȶ�ȼ�ռ����о���֤ �о��������������Գ���û�г���ȼ�ղ��ȶ�����������β������ȶ��ε����������Ҹ�Ƶ�ٱ�ȼ��ǻѹ����������ֵ����̬ȼ��ǻѹ���ı�ֵС�ڡ�5%����ǻ��Ƶ�ٱ�ѹ������̬��ǻѹ���ı�ֵС�ڡ�5%�� ��3�������������ȷ��������о���֤ �о�������������������Ƶ��õ��ĵ��������������һά���㷽������Ƽ���ֵ����Ϻã����������������·ֲ�����Ҳ�����״̬һ�¡��������������Ϊ760K����ֵ������ȫ����������������������ֵ732K�����ñ�����ϱȣ���Ĥ��ȴ����ȴ��ʩ�������½���Լ90K��ͼ12Ϊ��ȴ���¶ȣ�ͼ������Ϊ��12Ϊ��ȴ���¶ȣ�ͼ������Ϊ�����鹤���ļ���ֵ����Ϊ�����鹤������ֵ��1-1������1-2����Ϊ������������ȴ�ĶԱȹ�����1-3����Ϊ�����ͻ�ϱȣ���Ĥ��ȴ��������ȴ�����ȴ������ ��4��������ȴ����϶μ����о���֤ �о�����:����������鹤������������϶�ͨ��������ͨ��ѹ���Ȳ�������һά����ά������������������������жԱȷ�����������ά�������������������ǺϽϺã���ͼ13��ʾ��ȷ���˿�����������ȴ����϶δ��ȷ�����ģ��Ϊ��ά�������ģ�͡�������ά����ģ��ȷ������������϶����Գ�����ڱ��º���������¿��Ի�������ȫ������϶���Ӧ�¶ȡ� ��5����Ĥ��ȴ����¶μ����о���֤ �о�����:��������������Գ���GH3230���ڶ���ڲ����¶ȣ����Ϊ1000K���ң���ȷ���������ڳ�������Ĥ��ȴ���ȼ������ά����ģ�ͣ���ͼ14��ʾ��������ȫ�ߴ�����¶��ȷ�������У�ˣ�����ͼ14������X=380mm������2����������ݻ����쳣�� ��ֹĿǰ��ͨ�������������չؼ��������أ������220t��ȼѭ������������ȫ�߶���������ҡ�ȫ�ߴ�����϶ε�������ȫ������¶�Ҳ�����������������̣���ͼ15���� ���� ͨ��ȫ��ķ����Ż���ơ���ֵ��������������֤��ͻ�����ĵ���ǻ��ע�����ȶ�ȼ�ա������ȷ�������ܸ�Ч���͡�����϶��ȷ���������¶��ȷ���������ؼ��Ӽ�������־�Ÿ�ѹ��ȼѭ�����������������������ҵĹؼ���������ȡ�ýϴ�ͻ��: 1��Ϊ�����Ч�乤����ȼȼ�ռ�ȼ���ȶ������⣬��������ϲ��ô���������Ԫ�ĵ���ǻ��ע�����������ø�ȼ���¶ȡ�������ѹ�������ٶȱȵȲ�����ƣ������ú���������ṹ��ƣ�ʵ����������ȼ������ѧ��Ƶ�� 2��Ϊ��������������ȷ������⣬��������ϲ��ñ����ͻ�ϱȣ���Ĥ��ȴ��������ȴ������ȷ�����ʩ�������������������Ϊ760K����ֵ������ȫ����������������������ֵ732K�����ñ�����ϱȣ���Ĥ��ȴ����ȴ��ʩ�������½���Լ90K�� 3��Ϊͻ��������ȴ����϶μ���������ϲ������ڱ�ϳ����ɢǥ����ڵ�������ȴ��������������϶����Գ�����ڱ��º���������¿��Ի�������ȫ������϶���Ӧ�¶ȡ� 4��Ϊͻ����Ĥ��ȴ����¶μ�������������ϲ�ȡ�߳�������Ĥ/������ȴ��������ȷ���������ڳ�������Ĥ��ȴ���ȼ������ά����ģ�͡� ���˼���� ԭ���⣺220t����ȼѭ���������������������� ��д��Ա�����ײ�����ٻ������̩����̶�����������ܷ壨�������춯���о���������100076�� �ļ����룺�������� �ļ�У�ԣ�Falcon 9 ���˼����淽��ASPT-�������С�� ���˼���Ȩ���У����˼����淽�ް�Ȩ ԭ�ļ����淽������ƽ� ԭ�ļ���Ȩ���У�����ƽ������д��Ա ����ʱ�䣺����ʱ��2021 ԭ�ĵ�ַ��http://hjtjnew.paperopen.com/upload/html/202104003.html �������ۣ�19�� ���ȵ�¼������ (?��?) ���鷢�� MagicalGirl420 2022��3��31�� ssmeʶ�����55me[doge] 13 ASPT-�������С�� UP �������� cohead �ظ� @ASPT-�������С�� :����ssmeѽ��22��02��[Ц��] up���˹�4���ظ� ǧ���u 2022��3��31�� �о�����ô�û�Ҫ�ý��ڷ�����������[doge] 18 �ⶡС���ը ���ˡ����ڡ��DZˡ����ڡ�[����][doge] helloada2 ������30m��............���������ƻ��[doge] ���ɵ�ȷ ����С�����ڵ���[doge] ���ǻ����� 2022��3��31�� ������ȼ��Ч����Ҫ�ﵽ�������ˮƽ[��call] |

|
|
|
|
|
| [�ղر���] �����ر��ġ� |
| ��һƪ���� ��һƪ���� �鿴�������� |
|
|
|
| ��Ʊ�ǵ�ʵʱͳ�� ��ͣ��ѡ�� ��ʱͼѡ�� ��ͣ��ѡ�� K��ͼѡ�� �ɽ���ѡ�� ����ѡ�� ������ѡ�� �������� �������� ���� MACDָ�� KDJָ�� BOLLָ�� RSIָ�� ���ɻ���֪ʶ ���ɹ��� |
| ��վ��ϵ: qq:121756557 email:121756557@qq.com ����ƻ� |